

The Effect of Hybrid Treatment Combining Boriding and Nanobainitising on the Tribological and Mechanical Properties of 66SiMnCrMo6-6-4 Bearing Steel

 , , and
, , and
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Substrate Material
2.2. Pack Boriding Process
2.3. Post-Boriding Heat Treatments
2.4. Microstructural Investigation
2.5. Examination of the Tribological and Mechanical Properties
3. Results and Discussion
3.1. Microstructure and Microhardness
3.2. Wear Resistance
3.3. Interaction of Layer and Core under Tensile and Impact Loads
3.4. Directions for Hybrid Treatments Optimisation
4. Conclusions
- The developed hybrid treatment, which combines pack-boriding with nanobainitising through the isothermal quenching process, investigated on the EN 66SiMnCrMo6-6-4 bearing steel produces new material with hard and wear-resistant iron boride surface layers and highly strengthened and a relatively plastic nanobainitic core. The needle structure layer produced at 900 °C by 4 h, which is about 70 µm thick, is composed of both FeB in the surface vicinity and Fe2B type borides in the layer’s deeper areas. Between the Fe2B needles, the areas of silicon-rich ferrite form. The boride layer growth results in the formation of silicon- and carbon-enriched transition zone in the steel substrate. Properly selecting bainitising parameters for the previously borided steel leads to the carbide-free nanobainite in the steel core. However, the modified chemical composition in the transition zone makes the substrate’s microstructure in the layer’s neighbourhood highly refined compared to the core.
- The formation of the boride layer on the EN 66SiMnCrMo6-6-4 bearing steel with nanobainitic core results in a significant surface hardness increase from ca. 600 up to ca. 2000 HV0.05. In the as-borided steel in the substrate region situated in the vicinity of the layer, hardness is visibly lower than in the core due to the chemical composition modification induced through the growing layer. Due to post-boriding bainitising treatment, the similar hardness level in the substrate region neighbouring with the boride zone is restored and the hardness is stabilised in the transition zone compared to the as-borided state.
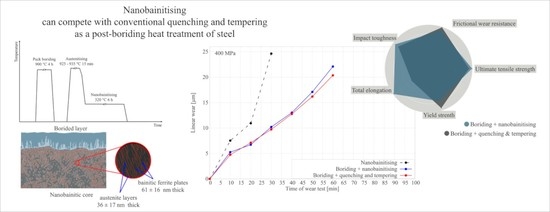
- The hard boride layer produced via the hybrid process on the EN 66SiMnCrMo6-6-4 bearing steel with nanobainitic core results in a significant increase in wear resistance, especially under higher unit loads examined via the “three rollers—taper” method. The wear resistance of the borided steel subjected to post-boriding nanobainitising treatment is similar to steel properties after post-boriding conventional quenching and tempering treatment with slightly better performance for the classic variant. As demonstrated, further wear resistance improvement can be achieved via the mechanical removal of the porous boride layer zone.
- The mechanical tests revealed that the borided layer, which is hard but susceptible to cracking, reduces the strength, ductility and impact toughness under tensile and impact load conditions. However, it was found that due to its unique nanobainitic core microstructure, borided and nanobainitised steel exhibits a crucial advantage of much higher rupture strength and ductility (1481 MPa and 5.38% versus 1376 MPa and 2.59%) and slightly better impact toughness (7.5 J/cm2 versus 6.5 J/cm2) than steel after post-boriding quenching and tempering treatment. This effect is supposed to be related to more difficult crack spreading from the boride layer into the nanobainitic core, which is composed of strengthened carbide-free bainitic plates and ductile retained austenite layers.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Fichtl, W. Boronizing and its practical applications. Mater. Des. 1981, 2, 276–286. [Google Scholar] [CrossRef]
- Campos-Silva, I.E.; Rodríguez-Castro, G.A. Boriding to improve the mechanical properties and corrosion resistance of steels. In Thermochemical Surface Engineering of Steels. Improving Materials Performance; Mittemeijer, E.J., Somers, M.A.J., Eds.; Elsevier: Amsterdam, The Netherlands, 2015; pp. 651–702. [Google Scholar] [CrossRef]
- Campos, I.; Farah, M.; López, N.; Bermúdez, G.; Rodríguez, G.; VillaVelázquez, C. Evaluation of the tool life and fracture toughness of cutting tools boronized by the paste boriding process. Appl. Surf. Sci. 2008, 254, 2967–2974. [Google Scholar] [CrossRef]
- Krukovich, M.G.; Prusakov, B.A.; Sizov, I.G. Plasticity of Boronized Layers; Springer International Publishing: Cham, Switzerland, 2016. [Google Scholar] [CrossRef]
- Kulka, M. Current Trends in Boriding; Springer International Publishing: Cham, Switzerland, 2019. [Google Scholar] [CrossRef]
- Campos, I.; Torres, R.; Ramírez, G.; Ganem, R.; Martínez, J. Growth kinetics of iron boride layers: Dimensional analysis. Appl. Surf. Sci. 2006, 252, 8662–8667. [Google Scholar] [CrossRef]
- Campos, I.; Ramírez, G.; Figueroa, U.; Martínez, J.; Morales, O. Evaluation of boron mobility on the phases FeB, Fe2B and diffusion zone in AISI 1045 and M2 steels. Appl. Surf. Sci. 2007, 253, 3469–3475. [Google Scholar] [CrossRef]
- Keddam, M.; Kulka, M. Simulation of Boriding Kinetics of AISI D2 Steel using Two Different Approaches. Met. Sci. Heat Treat. 2020, 61, 756–763. [Google Scholar] [CrossRef]
- Joshi, A.A.; Hosmani, S.S. Pack-Boronizing of AISI 4140 Steel: Boronizing Mechanism and the Role of Container Design. Mater. Manuf. Process. 2014, 29, 1062–1072. [Google Scholar] [CrossRef]
- Campos, I.; Bautista, O.; Ramírez, G.; Islas, M.; De La Parra, J.; Zúñiga, L. Effect of boron paste thickness on the growth kinetics of Fe2B boride layers during the boriding process. Appl. Surf. Sci. 2005, 24, 429–436. [Google Scholar] [CrossRef]
- Krelling, A.P.; Milan, J.C.G.; da Costa, C.E. Tribological behaviour of borided H13 steel with different boriding agents. Surf. Eng. 2015, 31, 581–587. [Google Scholar] [CrossRef]
- Wierzchoń, T.; Bieliński, P.; Sikorski, K. Formation and properties of multicomponent and composite borided layers on steel. Surf. Coat. Technol. 1995, 73, 121–124. [Google Scholar] [CrossRef]
- Balusamy, T.; Sankara Narayanan, T.S.N.; Ravichandran, K.; Song Park, I.; Lee, M.H. Pack boronizing of AISI H11 tool steel: Role of surface mechanical attrition treatment. Vacuum 2013, 97, 36–43. [Google Scholar] [CrossRef]
- Kulka, M.; Pertek, A. Characterization of complex (B + C + N) diffusion layers formed on chromium and nickel-based low-carbon steel. Appl. Surf. Sci. 2003, 218, 114–123. [Google Scholar] [CrossRef]
- Campos-Silva, I.; Flores-Jiménez, M.; Rodríguez-Castro, G.; Hernández-Sánchez, E.; Martínez-Trinidad, J.; Tadeo-Rosas, R. Improved fracture toughness of boride coating developed with a diffusion annealing process. Surf. Coat. Technol. 2013, 237, 429–439. [Google Scholar] [CrossRef]
- Sen, S.; Sen, U. The effect of boronizing and boro-chromizing on tribological performance of AISI 52100 bearing steels. Ind. Lubr. Tribol. 2009, 61, 146–153. [Google Scholar] [CrossRef]
- Arslan, M.; Ok, A.C.; Kartal Sireli, G.; Timur, S. Investigation on structural and tribological properties of borided gear steel after phase homogenization. Surf. Coat. Technol. 2022, 429, 127967. [Google Scholar] [CrossRef]
- Caballero, F.G.; Bhadeshia, H.K.D.H.; Mawella, K.J.A.; Jones, D.G.; Brown, P. Very strong low temperature bainite. Mater. Sci. Technol. 2002, 18, 279–284. [Google Scholar] [CrossRef]
- Kozeschnik, E.; Bhadeshia, H.K.D.H. Influence of silicon on cementite precipitation in steels. Mater. Sci. Technol. 2008, 24, 343–347. [Google Scholar] [CrossRef]
- Bhadeshia, H.K.D.H. Bainite in Steels; CRC Press: Boca Raton, FL, USA, 2019. [Google Scholar] [CrossRef]
- Bhadeshia, H.K.D.H.; Garcia-Mateo, C.; Brown, P. Bainite Steel and Methods of Manufacture Thereof. U.S. Patent 8,956,470 B2, 17 February 2015. [Google Scholar]
- Caballero, F.G.; Garcia-Mateo, C.; Miller, M.K. Design of Novel Bainitic Steels: Moving from UltraFine to Nanoscale Structures. JOM 2014, 66, 747–755. [Google Scholar] [CrossRef]
- Zhao, J.; Guo, K.; He, Y.M.; Wang, Y.F.; Wang, T.S. Extremely high strength achievement in medium-C nanobainite steel. Scr. Mater. 2018, 152, 20–23. [Google Scholar] [CrossRef]
- Yoozbashi, M.N.; Yazdani, S.; Wang, T.S. Design of a new nanostructured, high-Si bainitic steel with lower cost production. Mater. Des. 2011, 32, 3248–3253. [Google Scholar] [CrossRef]
- de Oliveira, P.G.B.; Mariani, F.E.; Casteletti, L.C.; Itman Filho, A.; Neto, A.L.; Totten, G.E. Boro-Austempering Treatment of High-Strength Bainitic Steels. J. Mater. Eng. Perform. 2020, 29, 3486–3493. [Google Scholar] [CrossRef]
- Liu, M.; Wang, Z.; Pan, C.; Zhang, Q.; Hu, H.; Xu, G. Microstructure and Properties of a Medium-Carbon High-Strength Bainitic Steel Treated by Boro-Austempering Treatment. Steel Res. Int. 2020, 91, 2000128. [Google Scholar] [CrossRef]
- Liu, M.; Wang, W.; Hu, H.; Cai, F.; Liu, S.; Xu, G. The Corrosion and Wear Behaviors of a Medium-Carbon Bainitic Steel Treated by Boro-Austempering Process. Metal 2021, 11, 1959. [Google Scholar] [CrossRef]
- Garcia-Mateo, C.; Jimenez, J.A.; Lopez-Ezquerra, B.; Rementeria, R.; Morales-Rivas, L.; Kuntz, M.; Caballero, F.G. Analyzing the scale of the bainitic ferrite plates by XRD, SEM and TEM. Mater. Charact. 2016, 122, 83–89. [Google Scholar] [CrossRef]
- Motallebzadeh, A.; Dilektasli, E.; Baydogan, M.; Atar, E. Evaluation of the effect of boride layer structure on the high temperature wear behavior of borided steels. Wear 2015, 328–329, 110–114. [Google Scholar] [CrossRef]
- Litoria, A.K.; Figueroa, C.A.; Bim, L.T.; Pruncu, C.I.; Joshi, A.A.; Hosmani, S.S. Pack-boriding of low alloy steel: Microstructure evolution and migration behaviour of alloying elements. Philos. Mag. 2020, 100, 353–378. [Google Scholar] [CrossRef]
- Taktak, S. Tribological behaviour of borided bearing steels at elevated temperatures. Surf. Coat. Technol. 2006, 201, 2230–2239. [Google Scholar] [CrossRef]
- Ozbek, I. Mechanical Properties and Kinetics of Borided AISI M50 Bearing Steel. Arab. J. Sci. Eng. 2014, 39, 5185–5192. [Google Scholar] [CrossRef]
- Taazim, N.T.; Jauhari, I.; Miyashita, Y.; Sabri, M.F.M. Development and Kinetics of TiB2 Layers on the Surface of Titanium Alloy by Superplastic Boronizing. Met. Mater. Trans. A 2016, 47, 2217–2222. [Google Scholar] [CrossRef]
- Günen, A.; Keddam, M.; Alkan, S.; Erdoğan, A.; Çetin, M. Microstructural characterization, boriding kinetics and tribo-wear behavior of borided Fe-based A286 superalloy. Mater. Charact. 2022, 186, 111778. [Google Scholar] [CrossRef]
- Kulka, M.; Makuch, N.; Pertek, A.; Piasecki, A. An alternative method of gas boriding applied to the formation of borocarburized layer. Mater. Charact. 2012, 72, 59–67. [Google Scholar] [CrossRef]
- Fiedler, H.C.; Hayes, W.J. The formation of a solf layer in borided hot work die steels. Metall. Mater. Trans. B 1970, 1, 1071–1073. [Google Scholar] [CrossRef]
- Genel, K. Boriding kinetics of H13 steel. Vacuum 2006, 80, 451–457. [Google Scholar] [CrossRef]
- Morón, R.C.; Hernández-Onofre, I.; Contla-Pacheco, A.D.; Bravo-Bárcenas, D.; Campos-Silva, I. Friction and Reciprocating Wear Behavior of Borided AISI H13 Steel Under Dry and Lubricated Conditions. J. Mater. Eng. Perform. 2020, 29, 4529–4540. [Google Scholar] [CrossRef]
- Dworecka, J.; Pobiedzińska, K.; Jezierska, E.; Rożniatowski, K.; Świątnicki, W. Nanocrystalline structures obtained by isothermal treatment in bearing steels. Inz. Mater. Eng. Mat. 2014, 2, 109–112. [Google Scholar]
- Hayat, F.; Sezgin, C.T. Wear Behavior of Borided Cold-Rolled High Manganese Steel. Coatings 2021, 11, 1207. [Google Scholar] [CrossRef]
- Yapici, A.; Aydin, S.E.; Koc, V.; Kanca, E.; Yildiz, M. Wear Behavior of Borided AISI D2 Steel under Linear Reciprocating Sliding Conditions. Prot. Met. Phys. Chem. Surfaces 2019, 55, 341–351. [Google Scholar] [CrossRef]
- DeCooman, B. Structure–properties relationship in TRIP steels containing carbide-free bainite. Curr. Opin. Solid State Mater. Sci. 2004, 8, 285–303. [Google Scholar] [CrossRef]
- Garcia-Mateo, C.; Caballero, F.G. The Role of Retained Austenite on Tensile Properties of Steels with Bainitic Microstructures. Mat. Trans. 2005, 46, 1839–1846. [Google Scholar] [CrossRef]
- Avishan, B.; Garcia-Mateo, C.; Morales-Rivas, L.; Yazdani, S.; Caballero, F.G. Strengthening and mechanical stability mechanisms in nanostructured bainite. J. Mater. Sci. 2013, 48, 6121–6132. [Google Scholar] [CrossRef]
- Morales-Rivas, L.; Garcia-Maeto, C.; Kuntz, M.; Sourmail, T.; Caballero, F.G. Induced martensitic transformation during tensile test in nanostructured bainitic steels. Mater. Sci. Eng. A 2016, 662, 169–177. [Google Scholar] [CrossRef]
- Łukaszewicz, G.; Szczygieł, M.; Węsierska-Hinca, M.; Chmielarz, K.; Wierzbicka, E.; Wasiak, K. Interrupted quenching and bainitising below Ms temperature of EN X37CrMoV5-1 hot-work tool steel: Bainitic transformation kinetics, microstructure and mechanical properties. Mater. Sci. Eng. A 2023, 869, 144740. [Google Scholar] [CrossRef]
- Bhadeshia, H.K.D.H. Properties of fine-grained steels generated by displacive transformation. Mater. Sci. Eng. A 2008, 481–482, 36–39. [Google Scholar] [CrossRef]
- Kumar, A.; Singh, A. Toughness dependence of nano-bainite on phase fraction and morphology. Mater. Sci. Eng. A 2018, 729, 439–443. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Cr | Mo | Ni | Fe |
|---|---|---|---|---|---|---|
| 0.68 | 1.63 | 1.16 | 1.03 | 0.22 | 0.15 | balance |
| Designation | Boriding | Austenitising | Quenching | Tempering |
|---|---|---|---|---|
| Br | 900 °C 4 h | - | - | - |
| Br-NB | 925–935 °C 15 min | isothermal 320 °C 6 h | - | |
| Br-QT | direct to RT | 580 °C 1 h | ||
| NB | - | isothermal 320 °C 6 h | - | |
| QT | - | direct to RT | 580 °C 1 h |
| Variant | UTS or RS [MPa] | Yield Strength Rp0.2 [MPa] | Uniform Elongation [%] | Total Elongation [%] | Impact Toughness KU [J/cm2] |
|---|---|---|---|---|---|
| NB | 1530 ± 3 | 1038 ± 26 | 21.82 ± 0.52 | 25.96 ± 0.40 | 48.3 ± 2.1 |
| QT | 1490 ± 8 | 1288 ± 7 | 6.5 ± 0.24 | 12.92 ± 0.64 | 20.0 ± 2.2 |
| Br-NB | 1481 ± 1 | 1003 ± 25 | - | 5.38 ± 0.41 | 7.5 ± 0.7 |
| Br-QT | 1376 ± 3 | 1222 ± 4 | - | 2.59 ± 0.22 | 6.5 ± 0.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Łukaszewicz, G.; Tacikowski, M.; Kulka, M.; Chmielarz, K.; Świątnicki, W.A. The Effect of Hybrid Treatment Combining Boriding and Nanobainitising on the Tribological and Mechanical Properties of 66SiMnCrMo6-6-4 Bearing Steel. Materials 2023, 16, 3436. https://doi.org/10.3390/ma16093436
Łukaszewicz G, Tacikowski M, Kulka M, Chmielarz K, Świątnicki WA. The Effect of Hybrid Treatment Combining Boriding and Nanobainitising on the Tribological and Mechanical Properties of 66SiMnCrMo6-6-4 Bearing Steel. Materials. 2023; 16(9):3436. https://doi.org/10.3390/ma16093436
Chicago/Turabian StyleŁukaszewicz, Grzegorz, Michał Tacikowski, Michał Kulka, Krzysztof Chmielarz, and Wiesław A. Świątnicki. 2023. "The Effect of Hybrid Treatment Combining Boriding and Nanobainitising on the Tribological and Mechanical Properties of 66SiMnCrMo6-6-4 Bearing Steel" Materials 16, no. 9: 3436. https://doi.org/10.3390/ma16093436